

 扫一扫
扫一扫
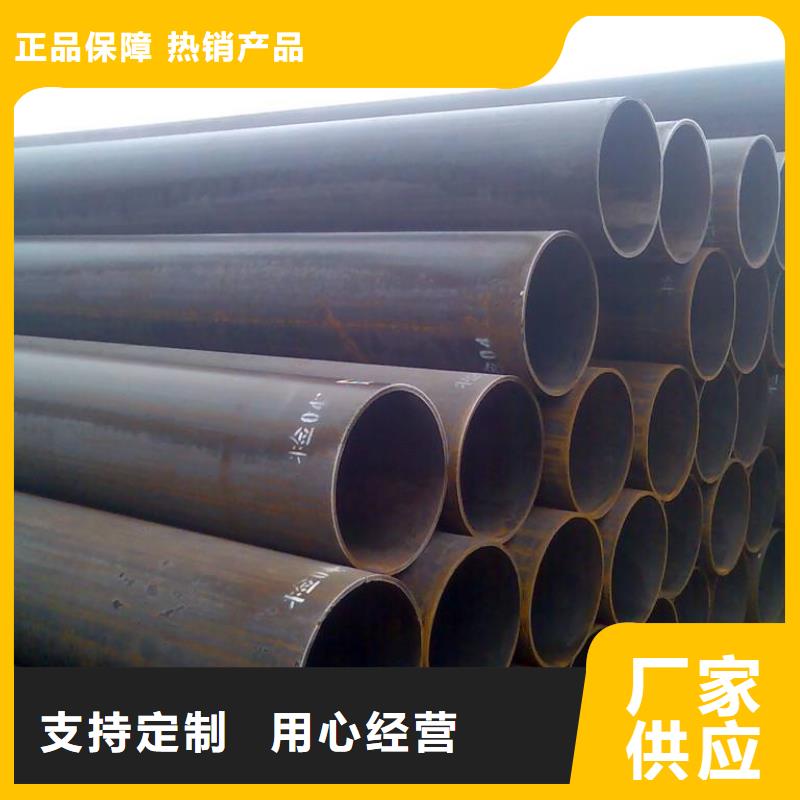
合金管设备结构用")
合金管设备结构用")
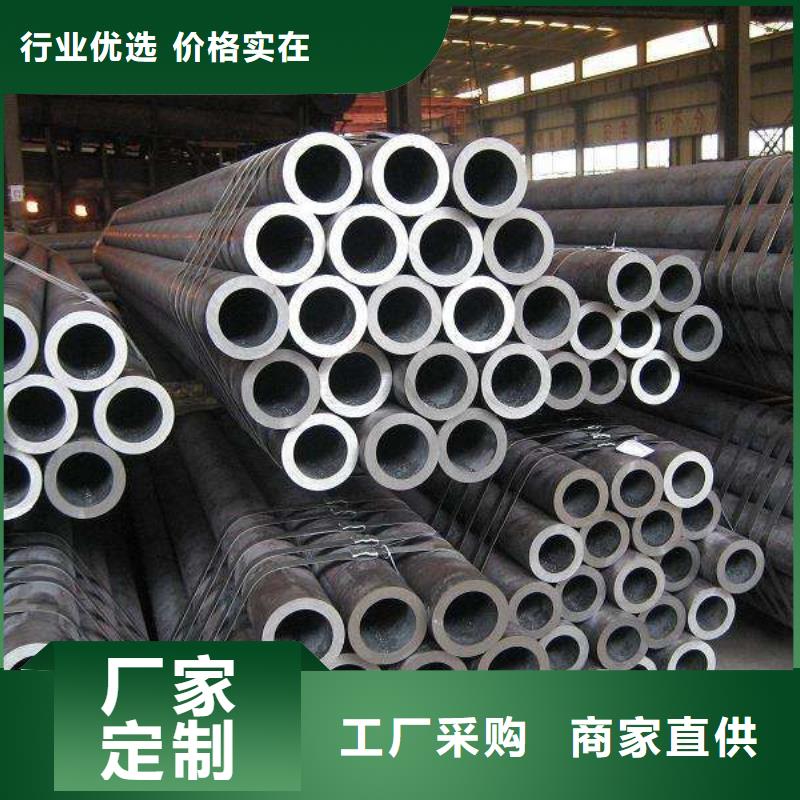
从生产工艺流程上看,厚壁无缝钢管与一般无缝管类似,从设计到生产,每道生产工艺流程必须经过层层技术严格的把关,无论是使用性能还是后期的使用效果都是非常好的。无缝管尽管是拼焊的,但务必承担非常大的压力。
但厚壁无缝钢管却不一样,这类管路的原料是高品质的,对其螺纹和表层规格型号通常有严苛的要求,因此在品质水准上,让用户能够更加安心的使用。
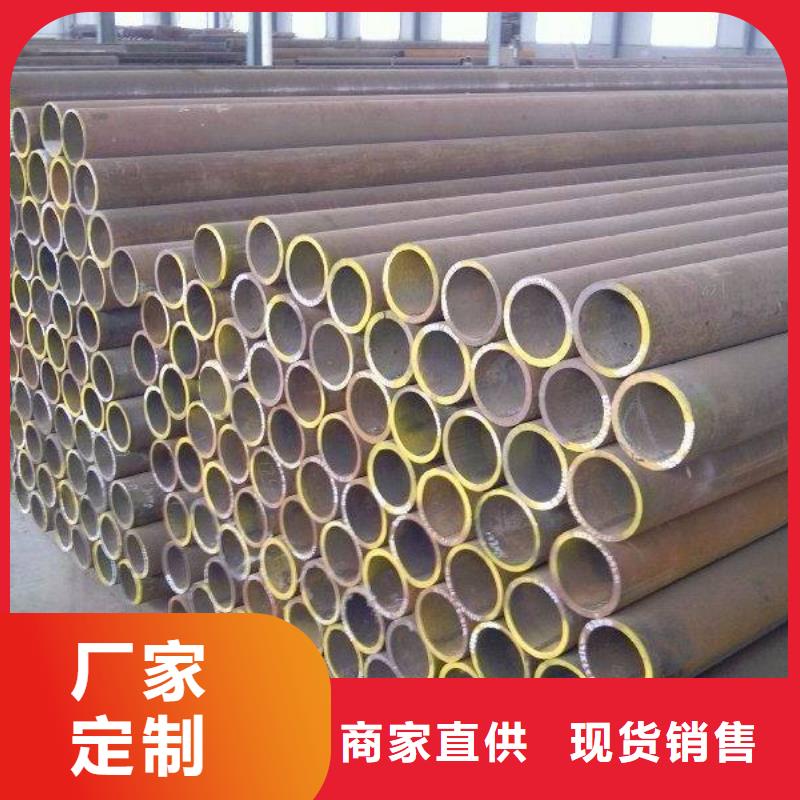
随着市场上钢管类型的不断增多,厚壁无缝钢管不但直径较小,并且一般都是大批量生产的。因为其高精度,使用性能更强,在各个特点层面上都具备显著的优点。金属复合材料的密度是无缝钢管的一个总体特点,与热扎型无缝钢管相关。
冷轧型钢管在精密度这一方面上,具备更加明显的特性优势。所以,这类管路在很多行业领域中都有所涉及。
厚壁无缝钢管精密度较高,综合型能良好。经热处理后,可用以多种的工作环境。还具备优良的耐蚀性,可用以制作各种各样压力容器零件,由于使用性能优良而得到了大家的一致认可。为延长厚壁无缝钢管的使用寿命,定期进行维护保养也是至关重要的,所以任何的钢管设备不仅要关注品质,后期也要注重维护才行。
合金管设备结构用")
合金管设备结构用")
合金管设备结构用")
金海金属材料有限公司主营 玉溪异型钢管、。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!
合金管设备结构用")
合金管设备结构用")
无缝钢管的管材成形技术性
无缝钢管大家较为的掌握,无缝钢管是具备空心横截面、附近沒有接缝处的条形不锈钢板材。无缝钢管广的泛用以生产制造零部件和机械零件。无缝钢管的管材成形技术性关键有冷挤压法、热冲压法、热破孔冷轧法、热推制扩径法,下边一起了解一下无缝钢管管材的成形技术性,期待对您有协助。
1、冷挤压法:挤压成型前必须对胚料开展机械加工预备处理,当挤压成型直徑100毫米下列的管材时,机器设备资金投入小,原材料消耗少,技术性比较完善。
2、热冲压法:无缝钢管是将平板电脑毛胚或事先成形的毛胚固定不动到转动的芯轴上,用旋轮对毛胚施压,旋轮另外作轴径送进,历经一次或数次生产加工,得到各种各样厚壁中空旋转体产品的加工工艺方式。
3、热破孔冷轧法:热破孔冷轧以纵轧拓宽和斜轧拓宽为主导。纵轧拓宽冷轧关键比较有限动芯轴连轧管冷轧,少声卡机架限动芯轴连轧管冷轧,三辊限动芯轴连轧管冷轧及其波动芯轴连轧管冷轧。
4、热推制扩径法:推制扩径机器设备简易,工程造价便宜,检修便捷,经济发展经久耐用,产品规格型号转换灵便,如必须制取大口径弯头等相近产品,只必须提升一些零配件就可以。合适生产制造中、厚壁厚大直徑无缝钢管材,还可以生产制造不超过机器设备工作能力的厚壁管管。
合金管设备结构用")
合金管设备结构用")
合金管设备结构用")
1953年12月26日,在我国的北方鞍山-鞍钢无缝钢管厂,几乎所有的工人都提前来到了工厂,紧张又兴奋。
这 ,中国冶金史将掀开新的一页。
下午2点半,操作台上的工人们各就各位。
一锭通红的钢坯,从高温加热炉里滚出,钻过穿孔机。
当火红的钢管头缓缓露出,在场的人无不欢呼雀跃,新 根无缝钢管诞生了。
合金管设备结构用")
合金管设备结构用")
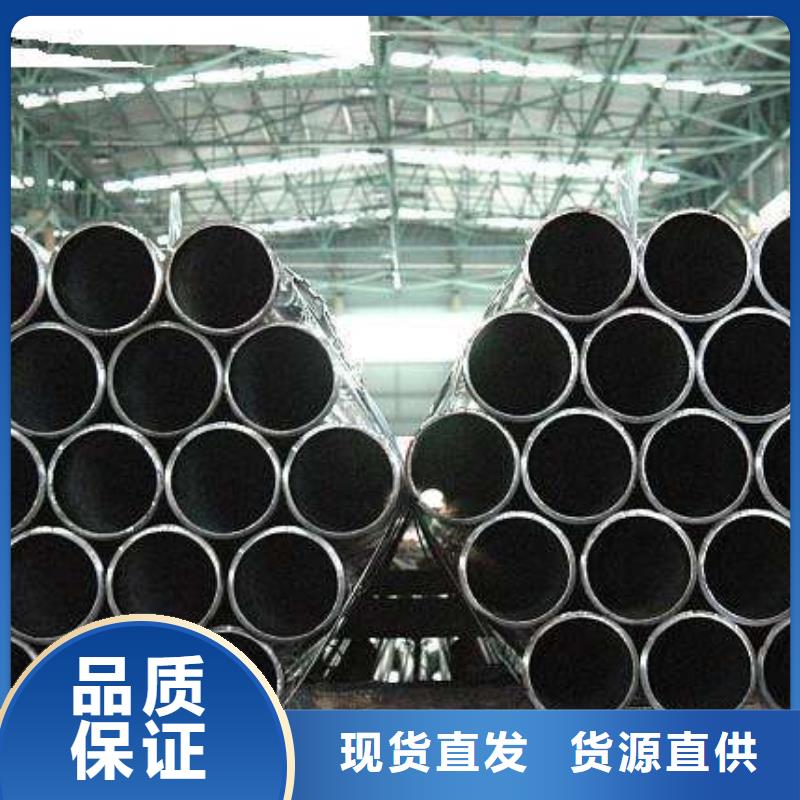
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
合金管设备结构用")
合金管设备结构用")
合金管设备结构用")
技术支持:k797.com